The Benefits and Challenges of IT-OT Convergence in Manufacturing
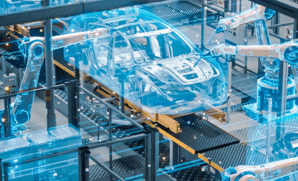
Publish Date: April 27, 2022Information technology (IT) and operational technology (OT) have long existed as distinct fields. Each had its own network, goals, and specifications. And, until recently, this division was totally acceptable. However, the Industrial Internet of Things (IIoT) is upending the status quo and shattering traditional silos. Complex machines are now interacting with network sensors and being managed by powerful analytics software, blurring the distinction between IT and OT. When IT and OT collaborate, firms get various advantages, ranging from process automation and business analytics to a streamlined approach for maintaining regulatory compliance.
IIoT bringing IT and OT Together
The merging of information technology systems with operational technology systems is referred to as IT-OT convergence. IT has always overseen producing, storing, and safeguarding an organization’s data. At the same time, OT is largely concerned with processes that occur in the physical world–for example, managing productivity, people, and machines. Industrial IoT (IIoT) solutions including smart meters, automated asset distribution systems, and self-monitoring transformers are being used by an increasing number of enterprises today. Sensors are already being installed in production lines and farm equipment. Because of the advent of these new technologies, companies now need to improve how machines, apps, and infrastructure gather, transmit, and process data. Convergence, when done correctly, allows firms to address crucial issues faster and make more informed business decisions.
What it entails for the manufacturing industry
Manufacturing companies stand to reap the benefits of process automation and business intelligence through a streamlined system that ensures regulatory compliance. While many have misconceptions about the integration of IT and OT and how it works – it is not a matter of converting heavy machinery or plant engineers into data scientists. Instead, it is about developing a strategy that bridges the gap and enables businesses to improve operational performance through KPIs and a distinct set of objectives. Another challenge for the industry is with respect to device communication. Each IoT device is designed to communicate over standard networks, allowing them to exchange OT data with IT resources — servers and storage — sometimes over considerable distances. Many edge devices are only capable of one-way communication, and most assets on the shop floor, such as PLCs, SCADA, and DCS, may not use standard communication protocols from different vendors, making it more difficult for the team to bring some standardisation across.
Here are some of the benefits that it gives to manufacturing companies:
Process Control Simplified
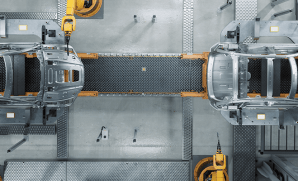
Maintaining productivity in accordance with the highest standards is critical for organizations in the manufacturing industry. Bulky manufacturing execution systems (MES software) and other important applications are being replaced by convergence. Companies can use advanced methods to assure inventory tracking, production maintenance, and quality control. Even if the departments operate as independent organizations, the processes can be kept consistent.
Visibility in Real Time
When businesses are able to collect a large amount of data from linked systems, it naturally increases real-time visibility in the operations. Industrial Internet of Things (IIOT) technologies improves connection, allowing smart industrial systems to create a massive amount of data. Data exchange throughout the enterprise becomes possible with the convergence of IT and OT. Professionals in the sector can assess machine-generated data and make appropriate decisions. Previously, data collecting required time and effort since maintaining several devices, sensors, databases, and gateways was a manual task. It necessitated gathering crucial information from disparate sources and consolidating it into a single unit for future research.
Reduces unplanned downtime
Manufacturing firms can easily solve the issue of unexpected downtime, which includes equipment breakdowns and avoidable losses caused by poor maintenance procedures management. The manufacturers can use digitalization to assure the maintenance process and get insights. When IT and OT teams collaborate to monitor machine performance, management can notice early symptoms of danger in the equipment and take appropriate action, thereby saving money by increasing productivity and reducing unneeded planned maintenance.
Efficient processes
Integration of critical processes is not an option, but a must. One of the primary advantages of IT/OT convergence is that it brings the systems together. Professionals can quickly simplify procedures to ensure that operations run smoothly and without hiccups. Not only that, but IT analytics will be a lot easier to apply to OT systems. IT, for example, can monitor every stage of the production process eventually helping industry specialists to identify bottlenecks in production processes.
verything considered, there are some common challenges too that exist between the two environments, viz.
Scalability
Edge devices create massive volumes of data on a regular basis. Without adequate planning, these devices may collect data that is too much for the IT infrastructure to handle. The professionals will be inundated with information, far more than they can handle. As a result, scalability frequently becomes a hurdle in the convergence of IT and OT.
Security
One of the most difficult aspects of convergence is preserving security. Because they were not designed for these objectives, older OT systems cannot support standardized communication or remote access. If these devices are introduced into the network of IT resources, they may be utilized as a platform for cyber-attacks. Fortunately, OT devices generate packets with predefined structures. Smart filtering can be used by businesses to detect and delete packets displaying threat indications.
Plan Ahead
Having spoken about the benefits, it is imperative to understand IT’s growing role within OT as it is the other half of this symbiotic relationship. With the proliferation of connected technologies, IT has to provide external data to OT systems in order to ensure that smart manufacturing operations are constantly learning and improving. Upskilling OT teams and revamping practises and protocols are arguably IT’s most important roles within the OT domain. IT, for example, has to teach OT to use metrics to track progress and performance across OT capabilities. Many companies are also asking their IT departments to share best practises and tools with their OT departments, such as AIOps, No-Ops, and visual management dashboards, because they have more homogenised systems and cross-functional approaches.
Integration of IT and OT may appear to be a daunting task. However, it is a necessary first step for any firm seeking to reap the benefits of IIoT. While bringing two departments that have traditionally done their own thing presents several hurdles, the benefits of reduced procedures, interoperability, and collaborative decision-making make IT-OT convergence well worth the effort.

More From Author.
-
Cyber Threats – A Reason for the Manufacturing Industry to Worry! September 12, 2022
Related Posts.
Why is Lot Traceability a Vital Element of the Manufacturing Industry?
Deepak Chinchpure

Cyber Threats – A Reason for the Manufacturing Industry to Worry!
Santosh Padmanabhan